§ 7. ЦИЛИНДРОВАЯ ВТУЛКА
Цилиндровая втулка отлита из частично модифицированного (с добавлением (),5?<> ферросилиция в жидкий чугун) чугуна марки СЧ 24-44 ГОСТ 1412—54. Втулка служит для направления движения поршня и вместе с поршнем и крышкой цилиндра образует камеру сгорания.
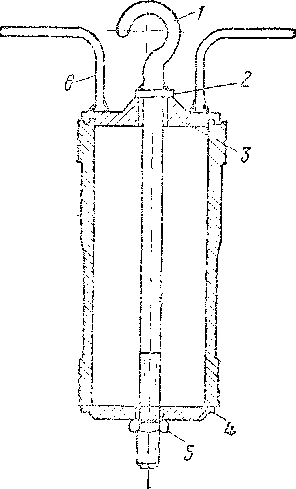
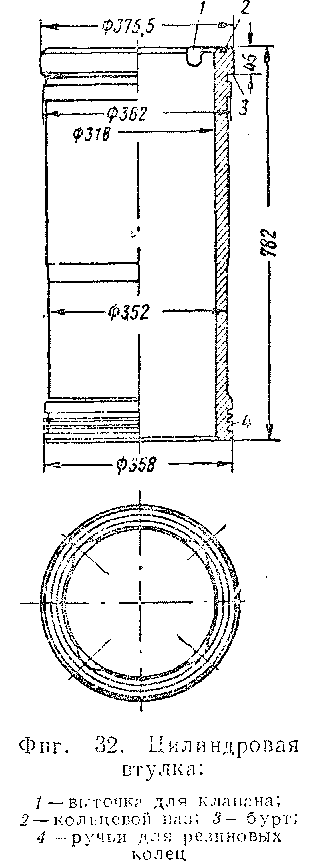
Втулка работает в тяжёлых условиях, так как испытывает растягивающие усилия от давления газов, периодически образующихся в камере сгорания 42 , а также температурные напряжения от тепла рабочих газов и трения. По .•поен конструкции втулка представляет цилиндр (фиг. 32). Внутренняя рабочая часть втулки диаметром 318 мм имеет чисто обработанную поверхность. Г> верхней части втулки выфрезерованы четыре вы-тчки /, предназначенные для свободного открытия двух впускных и двух выпускных клапанов. На перхпей"торцовой части втулки проточен кольцевой на'*. 2, являющийся уплотнительным для бурта цилиндровой крышки; последний притирают к дну паза.
Вверху втулки на наружной цилиндрической поверхности имеется кольцевой бурт 3, которым втулка опирается на упорный бурт блока. В нижней части і.гулки на наружной поверхности проточены три фа-■ о'ппых кольцевых ручья 4, которые предназначены для установки резиновых колец, уплотняющих нижнюю часть водяного пространства.
Вновь изготовленную втулку проверяют на твёрдость, которая должна составлять 190—200 единиц по Бринеллю. Биение рабочей поверхности отнсси-•ц-лыю посадочно-направляющих поверхностей диаметром 358 и 362 мм (см. фиг. 32) допускается не г.олее 0,05 мм. Эта проверка осуществляется икдика-1 ором на специальном роликовом приспособлении, показанном на фиг. 33.
Ножку индикатора 6 устанавливают на рабочую поверхность втулки и, вращая втулку на роликах, следят за показаниями стрелки индикатора.
Биение упорного бурта 3 втулки (см. фиг. 32) допускается не более 0,03 .ил и проверяется на этом же "роликовом приспособлении. При проверке втулку упирают упорным буртом в ролик 7 (см. фиг. 33), расположенный между первыми двумя роликами 3. На упорный бурт устанавливают индикатор. При вращении втулки на роликах индикатор покажет величину биения упорного бурта. Овальность и конусность гильзы по рабочей поверхности допускаются п е более 0,04 мм. Эти "величины определяются специальной микрометрической шпилькой с индикатором (нутромером). Овальность рабочей по-верхности втулки допускается не более 0,03 мм. Корсетность и бочкообраз-ность рабочей поверхности втулки совершенно не допускаются, так как они отрицательно влияют на нормальную приработку колец, а также приводят к преждевременному износу или задиру рабочих поверхностей.
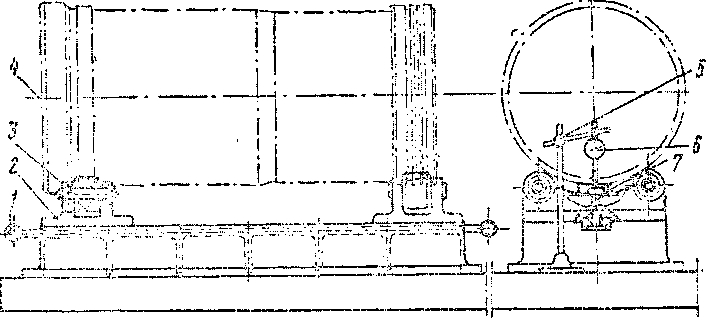
Фиг. 33. Роликог.00 приспособление для просерки биения рабочей поверхности цилиндровой втулки диаметром 318 мм относительно посадочпо-направляющих поверхностей диаметром 362 и 358 мм:
7_і:лита приспособления; 2 — опора ролика; г —ролик с таликом; 4 — цилиндровая втулка; э — стойка индикатора; 6 — индикатор; 7 — ролик
Овальность опорных поверхностей, замеренная микрометрической скобой, не должна превышать 0,02 мм.
Непараллельность горизонтальной поверхности уплотнительного паза для бурта цилиндровой крышки к горизонтальной поверхности упорного бурта втулки допускается не более 0,03 мм.
После обработки втулки огневое пространство подвергают гидравлическому испытанию водой давлением 70 кг/см3, а остальную часть рабочей поверхности — давлением 5 кг/см}. При сложности двух гидравлических испытаний разными давлениями разрешается испытание всей втулки одним давлением 70 кг/см2 в течение 5 мин. Для гидравлического испытания втулку устанавливают в специальное приспособление (фиг. 34). Штуцер 7 служит для присоединения трубки 8 от гидравлического пресса.
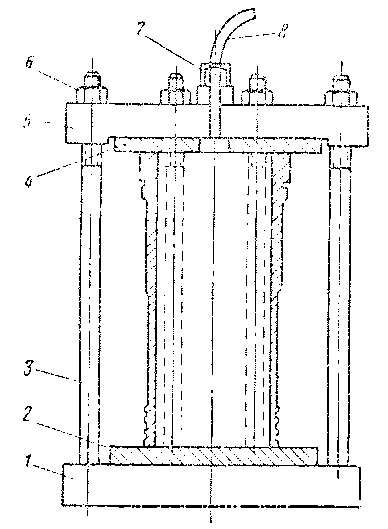
Фиг. 34. Приспособление для гидравлического испытания втулок: / — нижний фланец; 2 — резиновая "прокладка; 3 — шпильки; / — г.ерхпяя резиновая прокладка; 5 — верхний фланец: 6— гайки; 7 —штуцер; £ — трубка
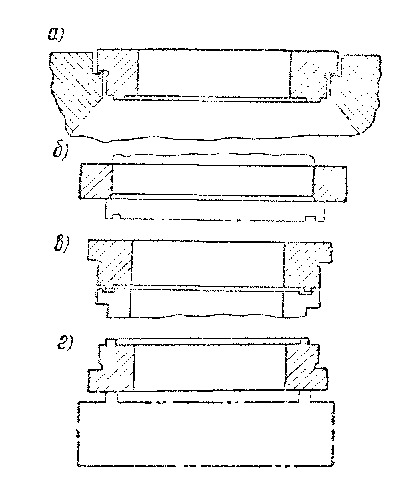
Фиг. 35. Кольца для притирки:
а —опорного бурта блока; б — упорного бурта втулки; в — уплотни гелыгого паза втулки; г — крышки цилиндров
При гидравлическом испытании на разные давления во втулку на расстоянии 150 мм от верхней части ставится специальный поршень с уплотнн-тельным кожаным или резиновым манжетом. Поршень укрепляется шпилькой, соединённой с верхним диском.
Перед постановкой втулки в блок упорный бурт 3 (см. фиг. 32) тщательно притирают специальным кольцом б (фиг. 35). Для этой цели втулку устанавливают верхней частью на плиту, притирочное кольцо надевают па втулку и при помощи мелкого наждачного порошка, разведённого маслом, производят притирку.
Уплотнительный паз втулки для бурта крышки цилиндра притирают кольцом 6.
В блок цилиндров втулки устанавливаются с монтажными зазорами в верхнем поясе 0,00—0,06 мм и в нижнем уплотнительном поясе — 0,026— 0,11 мм
Ремонт. Рабочая поверхность втулки подвержена неравномерному износу, вследствие чего возникают её овальность и конусность. Наличие овальности влечёт за собой ухудшение уплотнения камеры сгорания поршневыми кольцами, уменьшение компрессии, появление пробоя газов в картер. Всё это сильно ухудшает KaqecTBv; масла и уменьшает мощность двигателя. Отсюда следует, что в процессе эксплуатации за состоянием рабочей поверхности вту; лок должно быть установлено тщательное наблюдение как при месячных, так и при периодических осмотрах двигателя.
При месячных осмотрах нижняя рабочая поверхность втулок должпа. тщательно осматриваться через люки картера при положении поршня в верхней мёртвой точке.
При каждом периодическом осмотре втулки должны промеряться в трёх поясах на расстоянии 60, 260 и 410 мм от верхней части. Полученные результаты должны быть занесены в формуляр двигателя. По этим размерам определяются овальность и конускдсть втулок.
Втулки, имеющие овальность более допустимой, должны быть выпрессо-ваны и подвергнуты исправлению шлифовкой на специальном станке.
Для выпрессовки цилиндровой втулки из блока пользуются приспособлением (фиг. 36), состоящим из упорного диска 4, опорного нижнего диска 6, стержня 1, гайки 7 и выжимной гайки 2 с рукояткой 3. Упорный диск 4 изготовлен из листового материала толщиной 40 мм. К нижней плоскости упорного диска 4 приварены четыре полые стойки 5, размер которых совпадает с размером поставленных на блоке любых четырёх шпилек крепления ^головки цилиндра. Через втулку диска свободно проходит стержень/. Диск 6 имеет цент-, рирующий бурт, соответствующий диаметру рабочей части втулки. В центре диска 6 сделано квадратное отверстие, в которое входит хвостовик стержня/.
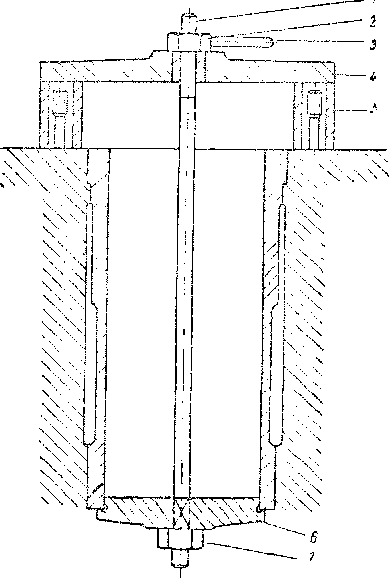
Фиг. 36. Приспособление для выпрессовкв втулок:
/ — стержень; 2 — гайка; 3 — рукоятка; 4— упорный диск; 5 — стойки; 6—нижний диск; 7 —гайка
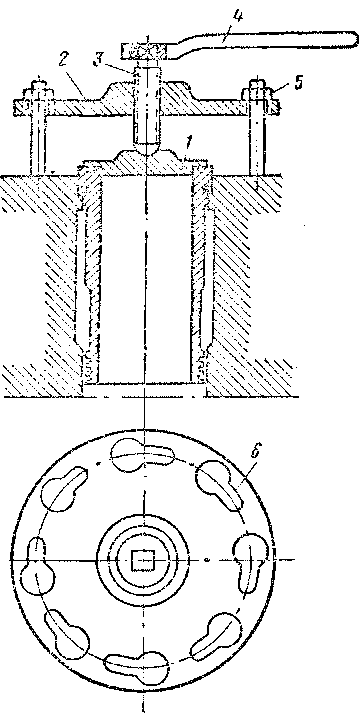
Фиг. 37. Приспособление для запрессовки втулки в блок:
/ — упорный диск; 2 —верхний диск; 3-вішт; 4 — рукоятка; 5 — гайка; 6 —отверстия
Для выпрессовки цилиндровой втулки из блока необходимо установить упорный диск 4 на четыре шпильки крепления крышки цилиндра, поставить стержень / во втулку диска 4, установить диск 6 с нижней стороны втулки, надеть его на квадрат стержня / и закрепить ганку 7. Затем, вращая верхнюю гайку 2 рукояткой 3, вы.прессовать втулку из блока.
Для запрессовки втулки в блок применяется приспособление, показанное на фиг. 37. Это приспособление состоит из двух дисков 1 и 2 и нажимного винта 3. Диск 1 имеет центрирующий бурт. Средняя утолщённая часть диска / имеет в центре сферическую выточку для центрирования хвостовика нажимного винта 3. Верхний диск 2 изготовлен из сортовой стали толщиной примерно 20 мм. В середину его вварена втулка с квадратной резьбой для нажимного винта 3. По окружности в соответствии с размером шпилек крепления цилиндровых крышек к блоку в диске 2 профрезеровано восемь отверстий 6, имеющих форму отверстия в замке. Такая форма отверстий позволяет ставить диск 2 на шпильки и снимать его, не свёртывая гаек.
Запрессовку втулок в блок цилиндров производят следующим образом: цилиндровую втулку монтируют в приспособлении (фиг. 38); одновременно в уплотнительные ручьи ставят три резиновых кольца и смазывают маслом. Затем втулку опускают в блок, пока нижний торец не дойдёт до уплот-иительного пояса. После этого втулку освобождают от приспособления и на верхний торец её устанавливают диск 1 (см. фиг. 37), а затем диск 2 так, чтобы он занял горизонтальное положение относительно верхней плоскости блока. Этого достигают регулировкой гаек 5. При посадке втулки в блок винтом 3 необходимо проследить, чтобы риска на верхнем торце втулки точно совпала с продольной риской, нанесённой на блоке.
После запрессовки цилиндровых втулок герметичность уплотнения проверяют гидравлическим испытанием при давлении 5 сипи.